Electronics & Computering Components
Electronic accessories processing requirements
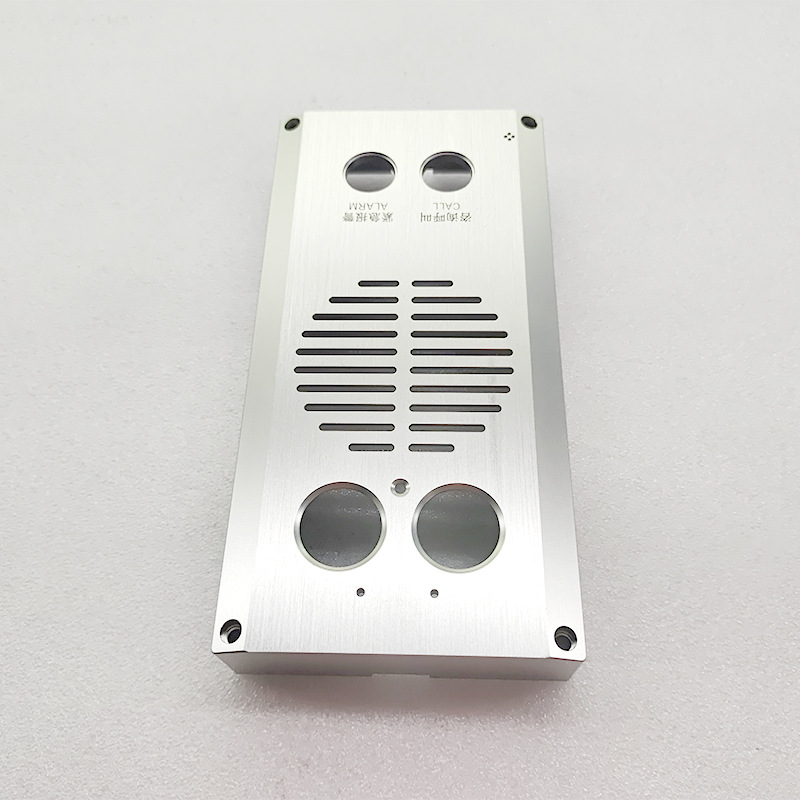
Electronic accessories processing surface treatment
1. On the processing surface of electronic accessories, there should be no scratches, abrasions and other defects that damage the surface of the parts.
2. The surface of the thread processed by electronic accessories is not allowed to have defects such as black skin, bumps, random buckles and burrs. All steel parts that need to be painted must have rust, scale, grease, dust, mud, salt and dirt removed before painting.
3. Before derusting, use special solvent, lye, emulsifier, steam, etc. to remove grease and dirt on the surface of steel parts.
4. The time interval between the surface to be coated and the primer coating after shot blasting or manual derusting shall not exceed 6 hours.
5. The surface of the riveted parts in contact with each other should be coated with an anti-rust paint with a thickness of 30-40 μm before connection. Lap edges shall be closed with paint, putty or adhesive. Primer damaged by machining or welding shall be recoated.
Electronic accessories processing heat treatment
1. After quenching and tempering treatment, HRC50~55.
2. Medium carbon steel: High-frequency quenching for 45 or 40Cr parts, tempering at 350-370°C, HRC40-45.
3. The carburizing depth is 0.3mm.
4. Carry out high temperature aging treatment.